Reliability Analysis of Bucket-Wheel Excavator Parts – Application of Critical Position Selection Algorithm
Dejan Branković1,*, Zdravko Milovanović1 and Valentina Janièić-Milovanović2
1Department of Hydro and Thermal Engineering, University of Banja Luka, Faculty of Mechanical Engineering Banja Luka, Stepe Stepanovića71, Republika Srpska, Bosnia and Herzegovina
2Independent Researcher, Solunska 8a, 78000 Banja Luka, Republika Srpska, Bosnia and Herzegovina
E-mail: dejan.brankovic@mf.unibl.org; zdravko.milovanovic@mf.unibl.org; milovanovicv88@gmail.com
*Corresponding Author
Received 01 October 2024; Accepted 20 November 2024
Abstract
Mining machines represent complex technical systems exposed to very difficult and demanding working conditions. The requirement of a high degree of effectiveness of technical systems in surface mines conditions a special organization of maintenance. The maintenance imperative is to ensure high reliability of parts of technical systems. For the maintenance of complex systems, made up of a large number of components, the parts whose failures cause the greatest negative consequences for the complete production system are particularly important. Analysis of the criticality of parts of technical systems directs maintenance activities to the prevention of failure states on key elements and ensuring the highest possible degree of their reliability. The paper presents the methodology of defining the critical position of the technical system Bucket-Wheel Excavator – belt conveyor – dumper on the open pit using the critical position selection algorithm. The basic criterion for choosing a critical position is a comparison of the frequency of failure and the reliability of individual components of technical systems. The results of the analysis confirm the connection of the statistical data analysis of the number of failure states of the working positions of the technical system with empirically determined reliability functions according to the methodology of non-parametric determination of reliability. The presented algorithm represents a methodology for recognizing the critical elements of technical systems whose operation has the greatest impact on the stability of the functioning of the complete technical system. Optimizing critical positions reduces total system downtime, increases productivity and improves overall business results.
Keywords: Maintenance, Bucket-Wheel Excavator, reliability, criticality, critical position selection algorithm.
1 Introduction
Open pit mines have various and numerous technological equipment, the units of which have large overall dimensions and masses and which during exploitation, due to regular connection in terms of reliability, require very good maintenance. Each surface mine has several systems: excavator – belt conveyors – dumper (ECD), excavator – belt conveyors – crushing plant (ECC), excavator – belt conveyors – loading station (ECL), as well as a number of auxiliary mechanization machines and numerous devices, which together make the maintenance task very complex.
Due to the complexity of the structure and the specificity of their maintenance tasks, excavators and dumpers, as parts of the technological equipment in surface mines, are usually referred to by a common name: excavator units. What makes the task of maintaining mining units in surface mines even more complex is the necessity of using many other machines in addition to the basic mechanization. These are auxiliary mechanization machines: bulldozers, pipe-layers, means of transport, lifting machines and many others, the technical nature of which is significantly different from the excavator units, and thus the tasks of their maintenance. That is why we cannot talk about a general concept of maintenance of machines in an open pit mine, but each group of machines, from the aspect of the concept of maintenance, is approached differently. One approach applies to excavator units, another to auxiliary excavators, a third to bulldozers, a fourth to belt conveyors with a rubber belt, etc., for all the machines that a surface miner owns, of which there are a very large number.
From the point of view of maintenance, it is important to have relevant information about the behavior of technical systems under exploitation conditions. Technical systems in the process industry are composed of a large number of lower functional structures (subsystems or elements). Although all elements of the technical system have their function in the process of its exploitation, those with special importance can always be singled out, i.e. those elements whose failure states cause radical changes in its functioning. The importance of system elements can be different considering which parameters it affects and to what extent. If we observe the impact of individual elements of the system from the point of view of the maintenance function of industrial systems, we usually focus on some of the following categories: technical safety and security at work, the duration of the failure state of the complete technical system caused by the failure of an individual (critical) component, the impact of failure on the environment, technical system reliability, maintenance costs, investments in maintenance and the like. In this sense, there is a justified need to define helpful “tools” (methodology, algorithms) that facilitate the definition of the most influential factors that affect the effectiveness of maintenance processes and thus the effectiveness of production facilities. One of the appropriate ways is the application of various algorithms for identifying problematic/critical positions of technical systems in order to optimize them and improve production results.
Solving the problem of the concept of maintenance at surface mines is significantly complicated by the economic and technical need to outsource certain maintenance tasks to foreign companies. This is especially true for the production of spare parts, but also for many other jobs.
2 Results of Previous Research
In the literature, there is a large number of works on the topic of determining the reliability and criticality of parts of technical systems and a certain number of works that investigate the problem of reliability of complex technical systems with an emphasis on the exploitation of motor vehicles and the maintenance of mining machines.
Qarahasanlou et al. [1] shows the influence of operational environmental conditions (risk factors) and degree of reliability on the overall reliability analysis. An approach that considers extending Weibull family functions with regression models is proposed. As an example of the application of this approach, the time image of the state of the Komatsu 785-5 dump-truck engine refueling system was analyzed. The results of the analysis emphasize the significant influence of environmental conditions on the reliability of heavy machinery in mining.
Methodological bases of assessment of criticality inducers at the product level in the context of ecodesign of two hydrogen-related products are presented by Campos-Carriedo et al. [2]. As the European Union embarks on an energy transition, critical raw material assessment serves to guide the management of such mineral resources in a new paradigm of increasing demand. Overall, criticality is advised to be assessed making use of several indicators.
Silva et al. [3] presents an analysis of non-compliance with the guidelines prescribed for the dates and number of preventive inspections of means of transport in mining, which are subject to unplanned events, in turn interrupt operations and lead to unavailability. The objective of this work is to analyze the main causes that influence the throughput of performance indicators of truck maintenance, focusing on the measurement of impacts caused by inefficiency of preventive maintenance.
In order to ensure the maximum effectiveness of production equipment, it is of key importance to have a quality and objective analysis of the availability and reliability of parts of industrial systems, as well as an overview of the overall maintenance possibilities. Based on the data in the Manisa-Soma coal field about the state of operation and the state of failure of large-capacity electric trucks used during ore mining, reliability, maintainability and availability (RAM) values ??are presented by Sedat et al. [4]. In this context, RAM analysis of all trucks was performed and then the general reliability of the entire truck system was calculated by considering the working order in the enterprise.
A significant contribution to understanding the concepts of maintenance of complex technical systems with an emphasis on technical systems in mining is represented by the Jovanèić textbook [5]. The textbook deals with the basic concepts of technical systems in mining, maintenance methodologies and concepts, system organization, system modeling and design, analysis and assessment of maintenance systems, security in the management of spare parts, assembly of mining machines, tribology and information systems in maintenance.
The diagnostic condition of motor vehicles and the application of the appropriate model based on the maintenance condition is also shown in the script of Muždeka [6]. If the total failures of the technical system and the reliability probability curve are known, the application of the specific model gives satisfactory results. Intervals of preventive and corrective maintenance, the influence of the ratio of time spent on preventive and corrective maintenance on the reliability of motor vehicles, as well as the values of the probability of successful planning of state diagnostics are used as input data for the application of the model.
The methods and possibilities of increasing the operational readiness of mining machines and devices in relation to the engagement of professional and highly qualified personnel are presented by Bajramović [7]. Modern concepts of maintenance according to the condition of mining machines and devices enable management workers to make quality decisions about undertaking intervention activities. Optimizing the process of maintenance and renovation of mining machines and devices is possible after reviewing the state of all components of the technical system of the mining complex, knowing and checking the working ability of the elements of the technical system, checking the functioning and investigating the causes of failure.
Pantelic, Papic and Aronov in the monograph [8], the author determines the criteria and methods of monitoring and processing indicators of reliability, availability, operational readiness, convenience and costs of exploitation and maintenance of auxiliary mechanization in surface lignite mines. By defining effectiveness indicators, conditions are created for planning their engagement and exploitation in a modern and scientific approach. A significant feature in the presented methodological approach to monitoring and processing the factors that define the effectiveness of the work process is the application of modern computer technology and modern software solutions.
Lazarević [9] in his doctoral dissertation analyzes the development of a methodology for estimating the life of the steel structure of large mining machines. Bucket-Wheel Excavator SchRs 800/1.2x2.5, which is located at “Drmno” opencast mine in Kostolac, Republic of Serbia, was chosen as the object of observation on which the developed methodology was applied. A large number of failure states on the dredging units caused by difficult excavation conditions, the age of the equipment and high capacitative utilization represent a justified motive for the analysis of the real behavior of the structure in exploitation and the assessment of the remaining working life, which can be extended by applying some of the proposed activities: modernization, revitalization, rehabilitation, reconstruction and the like. In addition to enabling the determination of the real state of the structure at a certain moment, the methodology also enables the assessment of compliance (correction) with the new working and technological conditions of the mining machine.
A very important segment in the work of Bucket-Wheel Excavator is their technical safety. Đenadić [10] presents an innovative risk assessment model based on expert systems and fuzzy logic. The algorithmic structure of the model significantly improves maintenance systems, reduces the possibility of the influence of subjectivity, eliminates the predictability of the outcome, contributes to the evaluation of partial indicators in relation to the circumstances and increases the precision of the results. The result of the model is shown as a percentage ratio of risk intensity with a linguistic description, while the application of the model was verified on the SRs2000 Bucket-Wheel Excavator.
Gomilanović et al. [11] gives an overview of the published scientific, professional articles and doctoral dissertations from the aspect of availability of mining machinery. High productivity, availability, reliability and safety are constantly expected from mining machinery. The review of the research shows the analysis of the key influential factors that affect the availability, the definition of the key elements of maintenance and management, and the ways in which the overall availability of mining equipment can be increased.
Sarıgül [12] analyzes the importance of performance of mining machinery and maintenance downtime profiles for maintaining the planned level of operational costs of mining production. Concepts of maintenance of mining machines are based on preventive maintenance, condition based maintenance and regular inspections, but corrective repair and corrective replacement are real phenomena. Which of the maintenance strategies will be applied depends on the condition of repairability and analysis of the costs that each activity causes. The paper presents concepts of maintenance according to the reliability of elements of technical systems developed on the basis of data from the failure tree. A case study of the reliability analysis of six trucks operated in a surface coal mine in Türkiye, within seven different approaches to the organization of maintenance, showed an improvement of an availability variation between 59% and 66%.
3 Elements of the Maintenance System of Technological Equipment at the Surface Mine
Bucket-Wheel Excavator is a self-propelled machine of continuous action, intended for digging tailings and useful mineral raw materials in surface mines. Excavation of the material is done with buckets that are evenly distributed and attached to the rim of the rotor. By simultaneously rotating the rotor in the vertical plane and turning the Cutting boom together with the platform in the horizontal plane, each bucket unearths a section from the massif that is determined by its shape and geometric parameters.
One of the important factors in the successful maintenance of mining units at surface mines is the personnel (engineers and workers who service and maintain the machines), which is organized in several workshops for the maintenance of various technological equipment. Such a set of workshops is called a surface mine workshop complex.
The general diagram of the maintenance system, shown in Figure 1, provides an answer to the question of how the maintenance tasks will be performed at the surface mine.
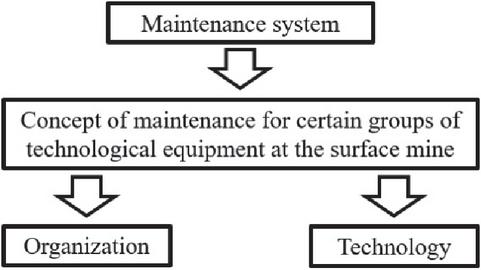
Figure 1 Elements of the technological equipment maintenance system at the surface mine.
From this general scheme, it can be concluded that each special group of technological equipment at an open pit mine must have a different approach to the concept of maintenance, considering its purpose and technical nature, Ivković et al. [13]. Also, it can be concluded that two groups of problems were conditionally separated: maintenance organization and maintenance technology, interconnected by a common goal function.
Maintenance during the life cycle of excavator units unites a series of accompanying activities, starting from the idea and definition of the concept, evaluation of their economy, realization, exploitation, all the way to write-off, decommissioning and recycling. The training of excavator units for maintenance, through designing on the basis of maintenance, is conditioned by the development of the company’s production forces and aims to extend their useful life, while achieving more optimal connections of technical, technological and economic properties.
The very process of maintenance of excavator units, as more important parts of the overall production process of coal or tailings exploitation, has the task of preventing and eliminating failure of excavator units, primarily through rationalization and optimization of their use and increasing productivity and economy in the production or exploitation process itself.
The life cycle begins when the idea of a new excavator unit is born, and ends when it is retired. The main processes that help the excavator unit through the phases of the life cycle are: requirements specification, design, production, use, and finally – decommissioning. Life cycle analysis of excavator units is a systematic and analytical approach to determine the resources needed to support the design, production, use and decommissioning processes. Therefore, life cycle analysis is a tool in life cycle engineering, the main objectives of which are: impact on life cycle design, identifying and quantifying total resources related to life cycle processes, as well as analytical management of life cycle process activities. In other words, life cycle engineering should enable a decision-making process in order to reach the best compromise between investment and provision of the necessary resources for the design, production, use and retirement of excavation units. At the same time, this approach enables: early and continuous influence on the design of excavator units from the aspect of the life cycle, reduction of life cycle costs by limiting the main cost generators during the life cycle, as well as the identification of resources that follow all processes (phases) of the life cycle of excavator units.
Maintenance costs are directly related to the selected maintenance concept for a specific excavator unit. Most of the costs of the life cycle of the dredging unit are hidden in: low quality of use (low reliability), lost capacity (approximately 50%), endangered environment, safety risks (breakdown of excavation units), waste, reduction of work results, loss of power, uneconomical procurement of consumables, outsourcing service and maintenance, etc.
In general, traditional (sequential) engineering is mainly directed towards the results of the system as the main goal, rather than towards the development of a general integrated approach. The latest knowledge and experience gained in recent decades indicate that the proper performance of the objective function, i.e., the required degree of competitiveness of excavator units cannot be ensured by investing efforts mainly after their production and reaching the stage of use, which is most often done. It is much more important for engineers to be sensitive to the consequences of potential errors that may occur during the early stages of designing and developing excavator units. This means that engineers should be able to take responsibility for life cycle engineering, i.e., for competitive, simultaneous engineering, which was previously mostly neglected.
An inevitable part of the life cycle is the revitalization, reconstruction and modernization of excavator units, that is, the procedure of extending the service life of these facilities with modernization and reconstruction, with additional improvement of technical, technological, economic and ecological acceptability. This procedure is extremely complex in its structure and is often compared with the level of realization of a new excavator unit, Pantelić [14].
The very process of planning and implementing the process of revitalization and exploitation of the excavator units is realized with the aim of achieving a high level of operational reliability and safety, which implies defining and discovering possible sources of unreliability. At the same time, measures for decontamination and mitigation of their consequences must also be defined, and the economic criterion is most often used as a criterion. Such a systematic and comprehensive procedure for the excavator unit is an inevitable and logical process during the lifetime of the excavator unit.
The connection of the process of reengineering with the maintenance of excavator units, with the aim of realizing the corresponding advantages and increasing their reliability and safety, is given through the following characteristic elements: analysis of costs related to maintenance and readiness/availability (as one of the more important characteristics of effectiveness), determination of general aspects related to motives and the justification of revitalization, as well as the scope and definition of the most optimal term for the realization of that process. In particular, the influence of the reliability and safety characteristics of the excavator units on the application of the principles of reengineering through the system maintenance process, that is, on the systemic approach to the revitalization of some of its capacities, should be singled out.
Planning, development, construction and exploitation, along with the maintenance of excavator units, brings with it a large number of phenomena that can cause breakdowns and damage and endanger the health and life of both people directly engaged in the system and the wider environment. In short, there is a high degree of risk of adverse events and their consequences. In the case of excavator units as complex technical systems that have a high interdependence of their subsystems and elements, the failure of any of them may mean the automatic shutdown of the entire system, or operation with reduced power, which may result in an increase in the operating costs of the excavator unit itself, thermal and other overloads, as well as major damages. For these reasons, it is necessary for such a complex system to be both reliable and safe in operation. The safety of excavator units can be considered from two aspects, Papić and Milovanović [15]. The first and most important aspect is the protection of personnel (operators and maintainers) from injuries during system operation. Another aspect is protecting the system from damage caused by external causes. Priority in the study is given to personnel safety. At the same time, these two aspects are not unconditionally complementary, and an increase in personnel safety can be achieved at the expense of system safety.
Any excavator unit, even if it performs its intended function within tolerances, can be damaged if handled incorrectly. The main causes (components) of the operator’s risk are: entrapment of body parts such as hands in the process of system operation, inattention when operating rotating parts of the system (especially weakly attached units), contact with sharp and abrasive surfaces, the impact of the operator’s static on moving objects or vice versa, etc.
The sources of risk of excavator units are diverse and numerous, and in the design phase, the consequences of critical types of failure must be minimized through the prediction of protective devices during their operation. Excavator unit risks include: impact, vibration, corrosion, environment, fire, as well as mishandling (overloading or operating below the technical minimum level).
The causes of unwanted (harmful) events are stochastic phenomena, because they depend on a number of specific but also random factors, the effect of which cannot be fully understood most of the time. Preventive measures in some way plan suppression activities and possible responses to this group of factors. The possibility of operation of excavator units without failure in stationary and non-stationary modes of operation, economic and technical convenience for overhauling both elements and the system as a whole, limitations accompanying the exploitation of dredging units (environment or environmental protection, financial resources, etc.), the possibility of using appropriate type solutions based on analogy with similar plants, norms for condition control and failure diagnostics – all these are characteristics that do not have a detailed calculation and experimentally argued basis related to the reliability and safety of dredging units.
On the other hand, with the increase in the complexity of excavator units, the problem of their optimal functionality appears as an accompanying problem, especially if it is known that such systems can often cause large economic losses or threaten the safety of the wider macro region and the people who serve them.
Research aimed at increasing the degree of reliability and safety and managing reliability and safety during the life of the excavator units has the goal of defining a set of protection measures and their optimization from the aspect of simultaneously ensuring the economy of exploitation and the implementation of complex regulations related to environmental protection and the safety of both micro and macro regions.
Defining the basic characteristics of the reliability and safety of excavator units in theoretical and practical considerations is the starting point for choosing: the concept of their maintenance, their remaining useful life or the useful life of their most critical units, preventive and corrective measures and for evaluating the convenience of maintenance, i.e., to determine the probability that the observed excavator unit will be brought from the FAILURE state to the OPERATION state in the shortest possible period of time.
The maintenance of excavator units, as an integral part of the overall production process at open-pit mines, has the basic task of preventing technological equipment failures through certain activities and to eliminate the resulting failures as soon as possible. In well-organized companies, the concept of preventive maintenance is dominant. Preventive maintenance aims to timely detect the causes of weak points, eliminate them and thus ensure the necessary capability of technological equipment. However, the most favorable concept of maintenance is not easy to come by because maintenance management is a very complex process.
Preventive maintenance. Preventive maintenance includes all maintenance procedures that are carried out before the failure occurs. The reliable operation of technological equipment in surface mines is of first-class importance, and the successful implementation of maintenance tasks is a basic condition for realizing the production program. The importance of preventive maintenance of technological equipment with a high investment value and with large losses in case of downtime, i.e., with large life cycle costs, is great. The occurrence of sudden failures that, to a greater or lesser extent, always follow the phase of use of technological equipment in surface mines is always present, so one of the most important measures of the success of preventive maintenance is the reduction of sudden failures of equipment. At RB Kolubara, there is an orientation towards preventive maintenance of technological equipment according to the established condition. Preventive maintenance according to the determined condition of the technological equipment is based on monitoring, i.e., checking the condition of individual units and elements, on the basis of which information such as: is the unit (element) in good condition or has traces of damage or has already failed. Depending on the results of these inspections, the necessary maintenance tasks are decided. This approach is the most modern, because knowledge of the actual condition enables timely planning and execution of maintenance tasks, which can extend the life of the unit (element). On the other hand, this approach enables the replacement of units (elements) of technological equipment only when it is really necessary, that is, when it has reached the limit of usability or the limit of wear that enables its economical replacement or repair. In order to carry out preventive maintenance according to the condition, it is necessary to establish a system for monitoring the condition of assemblies and elements of technological equipment. This means that it is necessary to define in advance who, when and what is inspected and in what form the data on the state of the inspected assembly or element is registered.
Basic (current) maintenance. In RB Kolubara, ongoing maintenance on all four surface mines is organized at the ECD, i.e., ECL system, where the ECD system consists of: excavator – belt conveyors – dumper, and ECL, i.e., ECC: excavator – belt conveyors – loading place, i.e., crushing place. From the organizational aspect, basic (current) maintenance is divided into mechanical and electrical maintenance. However, from a functional point of view, they are very connected because many maintenance tasks are performed simultaneously. The basic maintenance unit consists of: a mechanical or electrical engineer (each for their own area of maintenance), managers, supervisors, locksmiths, electricians, vulcanizers and drivers of auxiliary machinery. It means that the basic (ongoing) maintenance staff is most responsible for the correct use and correctness of the mining equipment that they control and partially maintain, i.e., equipment for which they are directly in charge.
In addition to detecting and eliminating failures in open-pit facilities, the ongoing maintenance staff supervises (controls) the state of assemblies and elements and keeps records of this, which is the basis for the work order of the following services, thus enabling the application of maintenance based on the determined state. In addition, this staff participates in the performed service with service groups, and at the same time performs quality control of performed works during services and general repairs.
It is known that at some surface mines in Europe, ongoing maintenance is carried out by mobile specialized groups, which intervene on call, when the operators of the mining equipment receive a notice of failure. The advantage of this organization is that it requires a smaller number of executors compared to the model of organization in RB Kolubara. On the other hand, its shortcoming can be considered the loss of the control function of mining equipment during operation, as well as non-participation of maintenance staff in defining service lists. In addition, this way of organizing requires the introduction of a large number of control points for reporting disturbances, as well as the existence of excellent access roads for intervention.
Service maintenance. The content of service maintenance tasks is basically divided into two groups:
• works that are performed according to predetermined periodicity,
• works that are performed as needed, based on the established condition of the equipment.
This means that service maintenance (service) has a dual nature: on the one hand, the condition is determined, and on the other hand, failure is eliminated based on the determined state of the units (elements) during the service. Organizational, service maintenance is divided according to the type of mining equipment into:
• group for excavators,
• belt conveyor group,
• group for coal preparation plants,
• group for pumps and drainage, etc.
However, within the service maintenance there are also specialized groups: group for hydraulics, group for vulcanization of tapes, group for measurements, group for electronics, etc. The duration of the service is one or two shifts. If it is about more difficult types of layoffs, the elimination of which would require a longer period of time, the engagement of a larger number of workers, with the use of special and auxiliary equipment, the work is entrusted to a specially equipped organization, such as Kolubara Metal.
Repair (investment) maintenance. Given the nature of certain complex and long-term maintenance tasks, as well as the long preparation that these tasks require, investment repair cannot be carried out by using some random stoppage of technological equipment. Overhaul maintenance is planned with as little probability as possible of shifting the start date in order to adapt to production possibilities at the surface mine. Since investment maintenance represents the highest level of preventive maintenance of technological equipment, it is, considering its character and duration, an opportunity to carry out the largest number of reconstructions and innovations and improvements on certain assemblies and elements that have been identified as weak points.
Investment repairs of excavator units at surface mines in the Kolubara RB are carried out, as a rule, once a year and are planned in advance for a longer period. They are carried out on the basis of the use of the network planning technique, which results in the duration of the overhaul maintenance itself. The contractor of all investment repairs in RB Kolubara and partly in Electrical Industry of Serbia is Kolubara Metal, a company that is qualified for complete overhaul (investment) maintenance of mining equipment, for reconstructions, for revitalization (providing technical solutions, creating construction documentation, using a wide range of technologies, performance of the repairs themselves, production of parts, disassembly and assembly of all assemblies).
Intervening maintenance. Unforeseen failures inevitably occur during the use of excavator units at surface mines, regardless of the fact that preventive maintenance tasks are carried out. Due to their random nature, it is impossible to prevent them, so eliminating these failures is the task of interventional maintenance. However, the need to eliminate these failures as quickly as possible prevents more careful preparation of intervention maintenance tasks. For simpler types of failures, preparation is not particularly important, as they can often be rectified by general maintenance personnel without the use of spare parts. For more complex types of failures, preparation is important and often takes a significant part of the repair time. That’s why the formation of temporary spare parts warehouses, i.e., maintenance management through planning measures and logistical support for maintenance. Assemblies are regenerated in the workshop and then stored, so that in the event of a sudden failure, they are ready for installation (aggregate replacement). The principle of aggregate replacement of assemblies is quite present in the interventional maintenance of excavation units at surface mines in the countries of Southeast Europe. At the same time, the complete unit (motor, coupling, brake, reducer) is removed from the object and sent for repair, and another completely regenerated unit is placed in its place. The role of the maintenance team, in addition to appropriate training and experience, requires a good supply of personnel with appropriate tools, spare parts, as well as good mobility in the field.
When it comes to excavator units, the life cycle engineering philosophy implies an integrated approach, i.e., joint work of all: designers, manufacturers, users and maintainers of excavation units. In the case of excavator units, the users are not only surface mines but also maintenance organizations. The measure of the success of joint work is work with as few cancellations and downtime as possible and work with a breakdown base, which means the satisfaction of users and maintainers. At the same time, it is a measure of the profit of the buyer of the excavator units. The essential change and characteristic of the new philosophy is that the user dictates to the manufacturer what to produce. Again, on the example of excavator units, this is achieved by the participation of operators and maintainers in teams of excavator unit designers.
4 Operational Reliability of Excavator Units
The practice of surface mining of coal has shown that systems of continuous operation, such as ECD (excavator-transporters-disposer), ECC (excavator-transporters-crushers) and ETS (excavator-transporters-separation) systems, provide maximum technological and economic results. Bucket-Wheel Excavators are required to perform a task with a high level of reliability. This indicates the need to determine the quantitative characteristics of reliability, among other things, in order to adopt an adequate maintenance concept for Bucket-Wheel Excavators.
4.1 Structure of Excavator Unit
The Bucket-Wheel Excavator is a self-propelled machine of continuous action intended for the excavation of tailings and useful substances in surface mines. The Bucket-Wheel Excavator is composed of several technical units. The parts of the rotary excavator are shown in Figure 2.
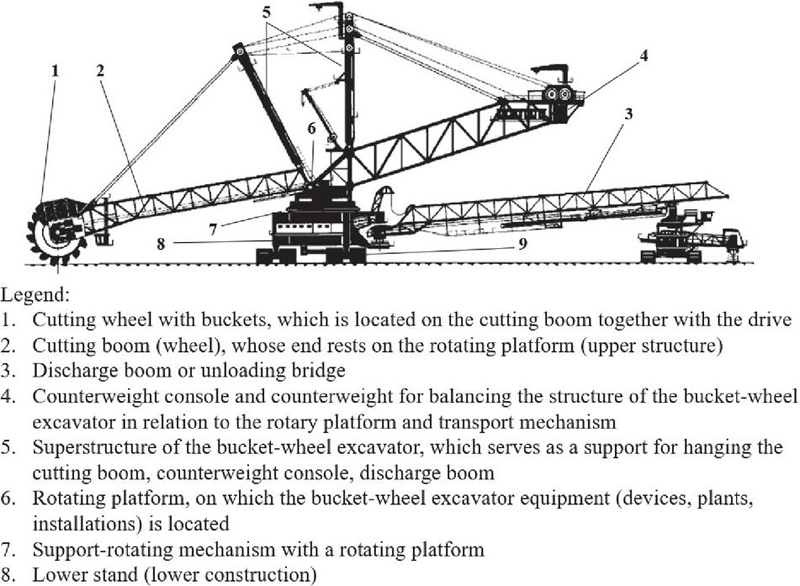
Figure 2 Parts of a Bucket-Wheel Excavator.
There are evenly distributed buckets on the rim of the cutting wheel, which are used for digging. Each bucket has a specific shape and geometric parameter that, by simultaneously turning the cutting wheel in the vertical plane and turning the cutting boom together with the platform, excavates part of the material and hands it over to the receiving conveyor on the cutting boom in the area of the unloading sector. The delivered material is transported, depending on the number of conveyors on the excavator, to the discharge boom, after which it is handed over to the external transport system.
4.2 Defining of Algorithms for Reliability Assessment of Rotor Excavator Parts
Bucket-Wheel Excavator digger is a very complex technical system, consisting of a large number of units (subsystems, assemblies, elements). Each unit represents a potential source of unwanted events (FAILURE states), random in the moment of occurrence and duration. The consequences of failures in rotary excavators are a reduction in productivity, i.e., capacity of the excavator, which is reflected in the reduction of the economic effects of surface mining.
In terms of defining the reliability research methodology of parts of the Bucket-Wheel Excavator system, we can form an algorithm for selecting the critical position, Figure 3.
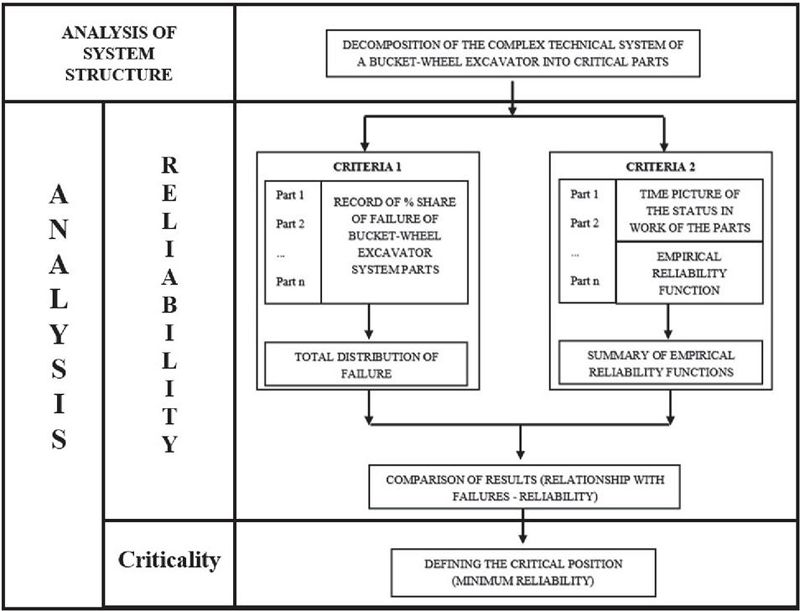
Figure 3 Bucket-Wheel Excavator critical position selection algorithm.
The initial part of the algorithm represents the decomposition of a complex technical system into simpler functional units down to the level of elementary parts. The degree/level to which it is possible to decompose the technical system also depends on the ability to monitor and record the state of individual units or components.
The second part of the algorithm represents the reliability analysis, the final goal of which is to define the critical position of the technical system. In the case of the proposed algorithm, significant factors that affect the reliability analysis of the elements of the technical system are included in two categories, namely:
• the number of failure states of each of the predefined components and their share in the total number of failure states of the technical system and
• assessment of the reliability of individual components based on the analysis of the time image of the state.
The integration and processing of data within defined categories provides a relevant basis for analysis and assessment of whether there is a mutual correlation between the obtained results. The basic principle of the algorithm is to compare the number, that is, the share of failure of individual system elements with the results of their reliability assessment obtained based on the analysis of the time picture of the state (state in operation and state in failure). The result of the comparison should define the critical position of the technical system whose failure state has the greatest impact on both production effectiveness and maintenance costs.
4.3 Reliability Analysis of ECD System Components
As an example of research of the reliability of the elements of the ECD system and the possibility of applying the algorithm for estimating the critical position, we will present the results of the failure structure analysis at the Tamanava surface mine within the Kolubara RB, Republic of Serbia.
4.3.1 Determining the percentage of failure of parts of the technical system
In order to determine the component of the system with the most significant influence on its effectiveness, the analysis of failure conditions was observed in three cases. The first refers to the ECD system consisting of a Bucket-Wheel Excavator SchRs 700, a bandwagon, a system of three belt conveyors with a rubber belt 1,000 to 1,200 m long and a tailings dumper. The structure of downtime (number of failures) shows that unwanted events (failures) on the excavator caused 60% of downtime, on belt conveyors – 27% of downtime, on the bandwagon – 9% and on the dumper – 4%. On the other hand, the failure structure of another open pit ECD system consisting of a Bucket-Wheel Excavator SchRs 900 25/6 with five belt conveyors shows that the percentage of failure of the excavator and conveyor is approx. The third ECD system works with Bucket-Wheel Excavator SRs 1200 24/4, with an average of 5 to 7 belt conveyors. Conveyors (due to their length) have almost twice the failure rate of Bucket-Wheel Excavators, Pantelić et al. [16] and Pantelić [17]. The results of the research are graphically presented in Figure 4.
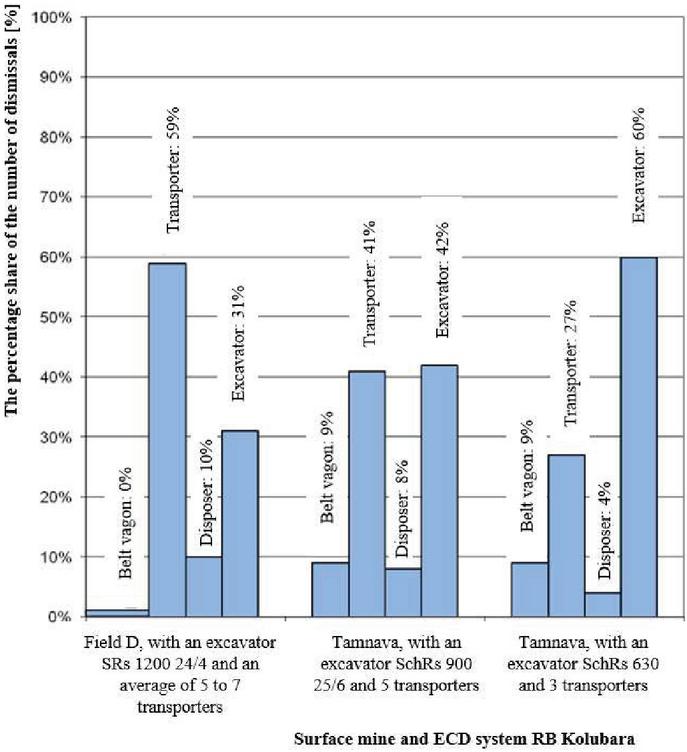
Figure 4 Percentage share of the number of failures in certain ECD systems, [16, 17].
From the mentioned research results, it can be seen that the downtimes of the ECD system are to the greatest extent caused by the failure of the Bucket-Wheel Excavator (except when it comes to long belt conveyor systems, because due to technological conditions, the length of the transport cannot be affected), which leads to the conclusion that by increasing the reliability of the Bucket-Wheel Excavator, the reliability of the entire ECD system can be increased to the greatest extent, Pantelić et al. [16].
4.3.2 Reliability analysis of rotary excavator components
In terms of researching the impact of the critical component of the ECD system – Bucket-Wheel Excavator on the reliability of the technical system, a reliability study of the Bucket-Wheel Excavator SRs 1200x24/4+VR (400 kW) was conducted, as part of the ECD system at the surface mine Field D, RB Kolubara, Pantelić et al. [16]. Within the aforementioned research, excavator units were ranked according to priority from the aspect of reliability. The subject of research were the following units of the Bucket-Wheel Excavator:
• subsystem for mining materials,
• subsystem for transporting materials on the excavator,
• subsystem for turning the upper structure of the excavator,
• excavator movement subsystem.
The results of these studies showed that the largest number of downtimes for the Bucket-Wheel Excavator occurred due to failures of the subsystem for digging materials (as much as 51%), which is graphically shown in Figure 5.
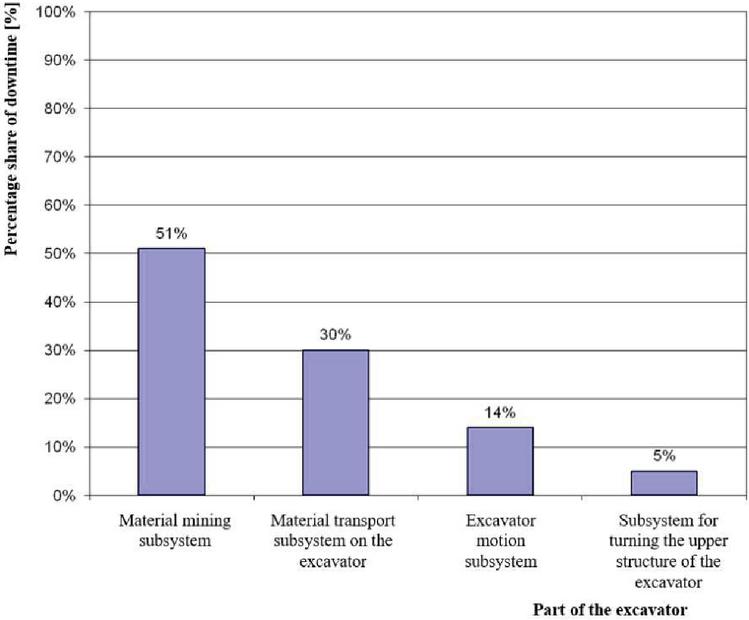
Figure 5 Percentage share of the number of failures of Bucket-Wheel Excavator units, [16, 17].
Based on the results of further research of the reliability of the components of the subsystem for digging materials, it was concluded that over 50% of the total failures of this subsystem are reducer failures, over 18% – engine failures, etc.
The obtained results can be compared with the results of the research on the level of reliability of the Bucket-Wheel Excavator SRs 1200x24/4x0(400kW) + VR during the exploitation of tailings in the period of monitoring the work results within one calendar year. The record of the types of failures of the Bucket-Wheel Excavator enables obtaining an answer to the question about the level of reliability of individual units (building groups), shown in Figure 6.

Figure 6 Structural diagram (building groups) of Bucket-Wheel Excavator.
The investigation provided data on the types, consequences and causes of failure, as well as the times IN OPERATION and the moments of occurrence of the condition IN FAILURE. This data is entered into the System Failure Map form, which is designed for this type of testing. In order to conduct a reliability analysis, from the failure map for the Bucket-Wheel Excavator SRs 1200x24/4x0(400kW) +VR, data on times IN OPERATION and IN FAILURE were extracted, and are shown in the form of state time images for each construction group. An example of the time images of the conditon for the Excavator Transport Mechanism (ETM) is shown in Table 1.
Table 1 The time images of the condition for the excavator transport mechanism (ETM), [16, 17]
| TIME IMAGES OF THE CONDITION | |||||||||||||
| System: ECD; Ownership: RB Kolubara, Field D; Machine: Bucket-Wheel Excavator G-V; Type: SR 1200x24/4x0(400kW)+VR | |||||||||||||
| Name of the excavator unit: Excavator Transport Mechanism (ETM) | |||||||||||||
| Num. | Time: In Operation (O) / In Failure (F) [min] | ||||||||||||
| 1. | O | 2090 | 715 | 9885 | 9020 | 23055 | 1315 | ||||||
| F | 10 | 20 | 10 | 20 | 10 | 25 | |||||||
| 2. | O | 1355 | 9040 | 1420 | 12325 | 5790 | 4680 | ||||||
| F | 170 | 90 | 10 | 50 | 20 | 10 | |||||||
| 3. | O | 60 | 6870 | 3005 | 2350 | 375 | 0 | ||||||
| F | 10 | 10 | 15 | 30 | 190 | 60 | |||||||
| 4. | O | 0 | 3775 | 230 | 6505 | 11620 | 55 | ||||||
| F | 100 | 15 | 200 | 15 | 45 | 15 | |||||||
| 5. | O | 1305 | 1435 | 3380 | 530 | 14405 | 2105 | ||||||
| F | 10 | 10 | 30 | 15 | 320 | 15 | |||||||
| 6. | O | 12985 | 0 | 0 | 200 | 10 | 3190 | ||||||
| F | 90 | 60 | 155 | 10 | 25 | 15 | |||||||
| 7. | O | 21150 | 0 | 0 | 200 | 10 | 3190 | ||||||
| F | 90 | 60 | 155 | 10 | 25 | 15 | |||||||
| 8. | O | 6980 | 1565 | 9505 | 310 | 4990 | 0 | ||||||
| F | 225 | 20 | 390 | 175 | 275 | 185 | |||||||
| 9. | O | 1825 | 9210 | 6720 | 105 | 155 | 1160 | ||||||
| F | 30 | 80 | 20 | 15 | 30 | 15 | |||||||
| 10. | 2505 | 13740 | 725 | 1980 | 34440 | 2655 | |||||||
| 10 | 15 | 20 | 10 | 190 | 20 | ||||||||
Based on time images of the condition, the frequency of types of failure by construction group was determined and shown in the form of a histogram in Figure 7.
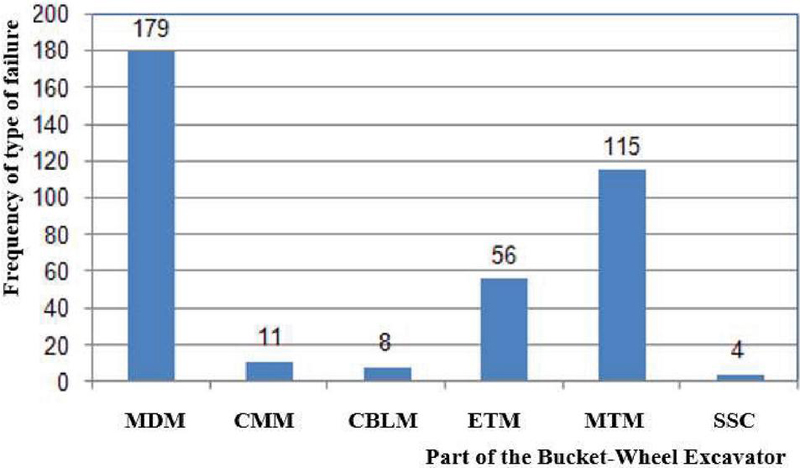
Figure 7 Frequency of failure types by construction groups for Bucket-Wheel Excavator SRs 1200x24/4x0(400kW) + VR, [16, 17].
Based on statistical samples of IN OPERATION time for construction groups, reliability characteristics were determined, i.e., empirical reliability functions (according to the methodology of non-parametric reliability determination) for each construction group of Bucket-Wheel Excavator SRs 1200x24/4x0(400kW) + VR. Table 2 shows a Sample of the random variable time IN OPERATION of the Material Digging Mechanism (MDM) of the Bucket-Wheel Excavator.
Table 2 The sample of the random variable time IN OPERATION of the material digging mechanism (MDM) of the Bucket-Wheel Excavator [16, 17]
| TIME IMAGES OF THE CONDITION | |||||||||||||
| System: ECD; Ownership: RB Kolubara, Field D; Machine: Bucket-Wheel Excavator G-V; Type: SR 1200x24/4x0(400kW)+VR | |||||||||||||
| Name of the excavator unit: Material Digging Mechanism (MDM) | |||||||||||||
| Num. | Time In Operation (O) [min] | ||||||||||||
| 1. | 10 | 120 | 235 | 15 | 15 | 0 | 45 | 565 | 315 | 1230 | 1160 | 1460 | 0 |
| 2. | 935 | 10 | 70 | 3225 | 1220 | 210 | 1150 | 400 | 875 | 1290 | 0 | 193 | 1000 |
| 3. | 765 | 1220 | 2485 | 220 | 755 | 1215 | 1530 | 515 | 375 | 120 | 1565 | 110 | 310 |
| 4. | 3585 | 650 | 220 | 155 | 135 | 910 | 20 | 120 | 75 | 55 | 60 | 265 | 80 |
| 5. | 160 | 1085 | 1465 | 2720 | 3400 | 0 | 45 | 465 | 835 | 1110 | 85 | 215 | 15 |
| 6. | 10 | 10 | 10 | 10 | 135 | 2925 | 3080 | 1220 | 225 | 1385 | 265 | 0 | 0 |
| 7. | 2445 | 795 | 135 | 1640 | 3175 | 300 | 375 | 2620 | 0 | 850 | 1780 | 1670 | 8325 |
| 8. | 5960 | 5 | 1105 | 200 | 6950 | 3115 | 2895 | 14020 | 2865 | 18625 | 90 | 5480 | 430 |
| 9. | 9785 | 5830 | 1085 | 70 | 1315 | 11805 | 6995 | 4290 | 7495 | 230 | 1360 | 5080 | 2310 |
| 10. | 1080 | 3605 | 675 | 2700 | 0 | 575 | 220 | 740 | 330 | 135 | 60 | 515 | 1310 |
| 11. | 2540 | 3180 | 725 | 1570 | 3140 | 1285 | 455 | 1885 | 1745 | 155 | 9875 | 0 | 270 |
| 12. | 1210 | 105 | 0 | 6920 | 75 | 390 | 550 | 20 | 300 | 440 | 125 | 50 | 4720 |
| 13. | 990 | 0 | 2570 | 1010 | 515 | 205 | 350 | 315 | 550 | 275 | 625 | 111 | 328 |
| 14. | 840 | 640 | 925 | 1005 | 855 | 240 | 1335 | 285 | 7070 | 0 | 5055 | 255 | 15 |
A comparative display of reliability functions for all construction groups of Bucket-Wheel Excavator is shown in Figure 8.
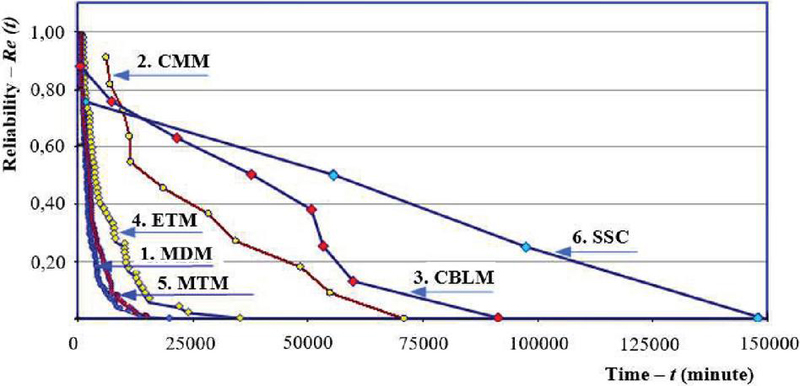
Figure 8 Comparative representation of empirical reliability functions for Bucket-Wheel Excavator construction groups, [16, 17].
4.3.3 Comparison of results – selection of the critical position of the Bucket-Wheel Excavator
Subject research has shown that the most reliable construction groups of the rotary excavator SRs 1200x24/4x0(400kW) +VR are: the cutting boom lifting mechanism (CBLM) and the supporting steel construction (SSC), followed by: the circular movement mechanism (CMM), Excavator Transport Mechanism (ETM), Material Transport Mechanism (MTM) and Material Digging Mechanism (MDM). This is a complementary result with the previously obtained indicators of the percentage of failure of the units Bucket-Wheel Excavator SRs 1200x24/4x0(400kW) + VR.
4.4 The Possibility of Application/Integration of the Critical Position Selection Algorithm Within the Framework of Various Maintenance Systems in the Process Industry
The critical position selection algorithm shown in the analysis of the complex system of Bucket-Wheel Excavator unit is one of the possible ways of defining positions with a significant impact on the implementation of planned tasks within maintenance and production. The described algorithm represents the definition of the critical component of the production system in relation to the share in which the failure state of the element affects the total time in failure and the degree of reliability of that element of the technical system. By reviewing the available literature, it is possible to see algorithms for defining criticality in which some other criteria are dominant, which also have a significant impact on the maintenance function. As an example, Brankovic et al. [18] presents the developed model for assessing the criticality of elements of technical systems and its application within the industrial system for the production of hygienic paper. The presented algorithm is based on the assessment of the impact of the failure state considering three factors:
• the safety of workers engaged in the production process, i.e. the level of risk of injury,
• the degree of damage to the quality of the final product,
• the impact on maintenance success factors.
The algorithm was applied during the analysis of the accident situation in the energy unit (failure on boiler No. 2 at the position of the pipe register), within which the level of criticality of this position was defined. In Figure 9 the final part of the criticality assessment is presented, in which the evident influence of the failure condition of the boiler position on the safety of the operator dominates, as well as the significant influence on the maintenance indicators.
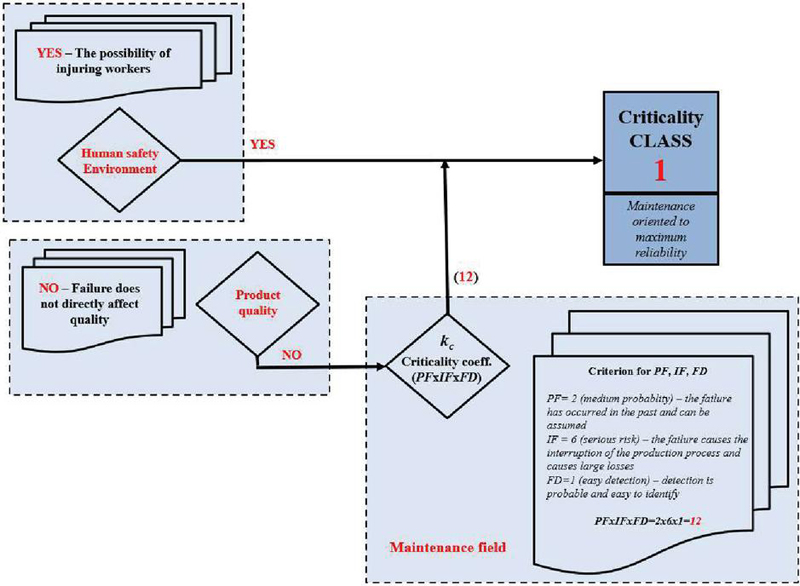
Figure 9 Application of the criticality class assessment algorithm for part of the technical system – pipe register of boiler No. 2.
Although these are two algorithms that take into account different criteria and were applied within two different production systems (surface mining versus production of tissue paper), the possibility of both applications can be observed, which gives the critical position selection algorithm a universal character.
5 Conclusion
Defining and analyzing the criticality of parts of the complex system of excavator units (ECD) enables the planning of all activities to ensure the sustainable and continuous operation of the complex technical system. The research confirmed the connection between the number of downtimes of the Bucket-Wheel Excavator parts with the investigation of the reliability of the Bucket-Wheel Excavator parts based on the calculation of the empirical reliability function for individual technical units with the application of a unique algorithm for assessing the reliability of the critical position. The application of the critical position selection algorithm shows that the percentage of failure of critical positions of the technical system of the excavator units can be related to the overall level of reliability of the parts of the technical system. The presented algorithm for selecting the critical position is universal and can be applied in the analysis of reliability indicators of technical systems in various branches of industry.
Since the described algorithm takes into account only two criteria important for the analysis of maintenance indicators (number of failure states and reliability level), there is great potential to expand the analysis to include other equally important criteria such as operational safety, system disruption, planned production volume, and the like, which would certainly increase the importance of the algorithm.
Another direction of future research and development of the algorithm is the inclusion of an assessment of the impact of failure of a defined critical position on maintenance costs, that is, on total production costs, which would additionally quantify the importance of the selected critical position in relation to other components of the observed technical system. A cost analysis would enable better distribution of financial resources needed for maintenance organization as well as better planned maintenance. Certainly, elements of the system with a higher level of criticality should be more significantly supported within the maintenance budget.
Based on the comparison of the characteristics of the described critical position selection algorithm with a similar algorithm (subsection 4.4.), it would be interesting to test the mentioned algorithm within another production system and additionally confirm its universality.
By reducing the risk of occurrence of the condition IN FAILURE of critical positions, preconditions are created for achieving the required level of reliability and optimization of production processes. Optimization of production processes enables more precise planning and implementation of production plans, which is a basic condition for the sustainable development of the complete business system and the social community as a whole.
References
[1] A.N. Qarahasanlou, A. Barabadi, M. Saleki, A. Rahimazar, P. Rezakhania and M. Gholamia. Enhancing fuel injection system reliability through Weibull family functions analysis, Journal of Sustainable Mining: Vol. 23: Iss. 4, Article 3. Available at: https://doi.org/10.46873/2300-3960.1429 (2024).
[2] F. Campos-Carriedo, D. Iribarren, F. Calvo-Rodríguez, Á. García-Díaz and J. Dufour. Methodological and practical lessons learned from exploring the material criticality of two hydrogen-related products. Elsevier, Resources, Conservation and Recycling, Volume 206, (2024).
[3] A. F. S. Silva, E. C. S. Santos, R. M. N. Luz, and R. S. Fernandes. Analysis of preventive maintenance strategy in off-road trucks. Gestão & Produção, 30, e5923. https://doi.org/10.1590/1806-9649-2023v30e5923 (2023).
[4] T. Sedat. System Reliability Analysis of Large Capacity Electric Mining Trucks Used in Coal Mining, Turkey Directorate General of Coal Enterprises, Yenimahalle, Turkey Journal of Reliability and Statistical Studies, Vol. 16, Issue 1, doi: 10.13052/jrss0974-8024.1614 (2023) 81–98.
[5] P. Jovanèić. Maintenance of mining machines. Faculty of Mining and Geology, Belgrade (2014).
[6] S. Muždeka. Logistics – Logistics engineering – reliability, convenience for maintenance, readiness, integral technical security. (script), SSNO, Belgrade, Serbia (2000).
[7] K. Bajramović. The role and importance of mechanical engineers in the maintenance of mining machines and devices. 11th Scientific and professional meeting with international participation “QUALITY 2019”. Neum, B&H (2019).
[8] M. Pantelic, LJ. Papic and J. Aronov. Maintainability and Safety Engineering of Excavator Units, DQM Research Center, Prijevor (2011).
[9] Ž. Lazarević. Integrity and life estimation of steel structure of large mining machines. Doctoral dissertation, University of Kragujevac, Faculty of engineering, Kragujevac, Serbia (2023).
[10] S. Đenadić. Development of a synthesis risk management model for bucket-wheel excavators. Doctoral Dissertation, University of Belgrade, Faculty of mining and geology, Belgrade, Serbia (2022).
[11] M. Gomilanović, N. Stanic, S. Stepanovic, A. Doderovic. Studies on availability of the mining equipment: An overview, Mining and Metallurgy Engineering. Bor, No. 1, (2023).
[12] M. Sarıgül. Development of reliability-based maintenance policies for haul trucks in a surface mine. M.S. – Master of Science, Middle East Technical University (2022).
[13] S. Ivković, D. Ignjatović, P. Jovanèić and M. Tanasijević. Designing the maintenance of surface coal mine equipment. Faculty of Mining and Geology, Belgrade, Serbia (2008).
[14] M. Pantelić. Dynamic Model for Analysis of Balance Mass Influence to Bucket Wheel Excavator Superstructure Behaviour. Engineering and Automation Problems, No. 1 (2008).
[15] Lj. Papić and Z. Milovanović. Systems Maintainability and Reliability. The Research Center of Dependability and Quality Management DQM, Prijevor, Serbia (2007).
[16] M. Pantelić, Lj. Papić and J. Aronov. Maintainability and Safety Engineering of Excavator Units. The Research Center of Dependability and Quality Management DQM, Prijevor, Serbia (2011).
[17] M. Pantelić. Improving the maintenance concept through operational safety management of Bucket-Wheel Excavator units in surface mines. Doctoral dissertation, University of Kragujevac, Faculty of Technology in Èaèak, Serbia (2009).
[18] D. Branković, Z. Milovanović, V. Janièić-Milovanović. 11 – Maintenance and safety of industrial systems: Developed model for assessing the criticality of elements of technical systems. In Advances in Reliability Science, Reliability Modeling in Industry 4.0, Elsevier, https://doi.org/10.1016/B978-0-323-99204-6.00010-8 (2023) 327–380.
Biographies

Dejan Branković received his doctorate on the topic of maintenance of industrial systems at the University of Banja Luka, Faculty of Mechanical Engineering, Banja Luka, Republika Srpska, Bosnia and Herzegovina. He has more than 16 years of experience as a maintenance manager in the industrial system for the production of hygienic paper and since 2020 he has been working as an assistant professor at the Department of Hydro and Thermal Energy, at the Faculty of Mechanical Engineering, Banja Luka, Republika Srpska, Bosnia and Herzegovina. His research areas include maintenance, reliability, criticality analysis and power generation.

Zdravko Milovanović received his doctorate on the topic of thermal power plants optimization and maintenance of electro energy systems at the University of Banja Luka, Faculty of Mechanical Engineering, Banja Luka, Republika Srpska, Bosnia and Herzegovina. He has more than 19 years of experience as a thermal energy and maintenance. Since 2011 he has been working as a Full Professor at the Department of Hydro and Thermal Energy, at the Faculty of Mechanical Engineering, Banja Luka, Republika Srpska, Bosnia and Herzegovina. His research areas include thermal power plants, turbomaschinery, pumps, fans and compressors, renewable sources, energy economy, power generation and maintenance.

Valentina Janièić Milovanović holds a master’s degree in spatial planning at the Faculty of Architecture, Civil Engineering and Geodesy at the University of Banja Luka, Republika Srpska, BiH. She is currently attending doctoral studies at the Faculty of Architecture at the University of Belgrade. He has more than 10 years of experience in design work in the field of spatial planning. Narrower areas are spatial planning, space economy, location conditions, urban-technical optimization and energy efficiency in architecture.
Journal of Graphic Era University, Vol. 13_1, 1–30.
doi: 10.13052/jgeu0975-1416.1311
© 2024 River Publishers